
パウダーノズル
(DED/LMD)
ニデックマシンツール
LAMDA

主な特長
ローカルシールド
金属溶融部へ不活性ガスを噴射することにより、酸素濃度を極限まで低減。
→造形中の酸化抑制となり、金属材料の品質確保を実現。
モニタリングフィードバックシステム
レーザの同軸上にカメラを配置し、造形中のメルトプールを常時観察。
→積層時の状態を記録して品質保証に活用。
また、リアルタイムで積層状態を解析してフィードバックで造形を安定化。
主な仕様
| LAMDA200 | LAMDA500 | LAMDA2000 (積層+切削) | LAMDA2000 (積層のみ) | |
|---|---|---|---|---|
| 最大造形サイズ(mm) | 200×200×200 | 500×500×500 | 2,000×1,500×1,600 | 2,500×900×1,000 |
| レーザ出力(kW) | 1,2,4,6 ※レーザースポット径可変可能 |
|||
| 粉末供給ポット数 | 複数対応可能 | |||
| 不活性ガスシールド | 対応可能 | |||
| 切削主軸仕様 | N/A | 対応可能 | N/A | |
| NC軸テーブル | 1軸・2軸テーブル 対応可能 | 2軸テーブル標準 | 1軸・2軸テーブル 対応可能 | |
| 機械サイズ 設置スペース(mm) |
4,000×2,600 H:2,635 | 4,000×6,000 H:3,702 | 12,000×6,500 H:5,387 | 7,000×5,500 H:4,000 |
| 機械質量(kg) | 2,500 | 11,000 | 44,000 | 12,000 |
アプリケーション事例
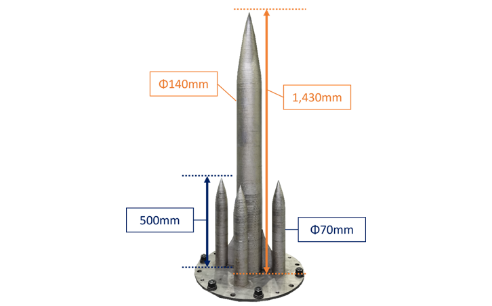
材質:Ti-6AI-4V(64チタン)材積層
積層時間:約100時間
特長:
厚みは約2mmで中は空洞
チタン材を使用した、大気環境下で
1mを超える大形ワーク積層日本初!
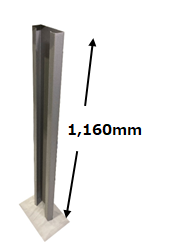
アルミ合金材積層
材質:Al-Si-10Mg
積層時間:約11時間
特長:
熱伝導率が高いため積層が難しい素材だが、造形条件を最適化して造形可能 厚さ約2mm
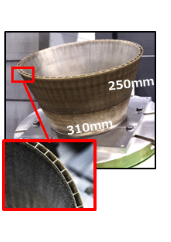
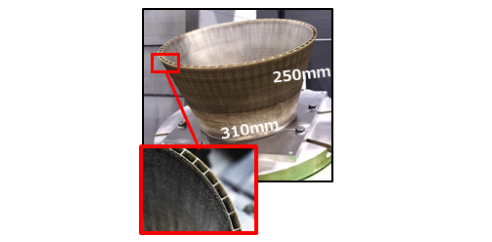
ロケットエンジンノズル 1/2サンプル
母材:SS400 積層:Inconel718
積層時間:約50時間
特長:
厚さ約1mm、接合部(赤枠内)も綺麗に造形
アルミ合金材積層
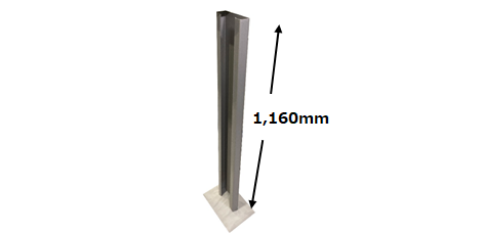
材質:Al-Si-10Mg
積層時間:約11時間
特長:
熱伝導率が高いため積層が難しい素材だが、造形条件を最適化して造形可能 厚さ約2mm
ロケットエンジンノズル 1/2サンプル
母材:SS400 積層:Inconel718
積層時間:約50時間
特長:
厚さ約1mm、接合部(赤枠内)も綺麗に造形

ハイス積層
材質:SKH40
積層時間:約10分
特長:
摩耗が激しい部分や、強度が必要な所のみに高強度の金属を付加造形する事により、長寿命を実現

異材積層
材質:Inconel718・SUS304
積層時間:約2時間
特長:
異種金属の複層造形による部品の高機能化
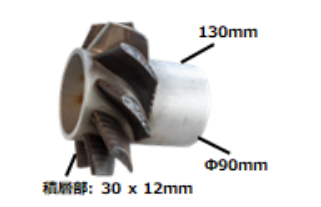
円柱母材への翼形状積層
⺟材:SCM420
積層:Inconel718
積層時間:約20時間(一翼約2時間)
特長:
従来工法での加工時間44時間を41時間(切削込み)に短縮、材料を1/9に低減。
アプリケーション動画事例
LAMDA2000 ロケットノズルコーン
村谷機械製作所
ALPION
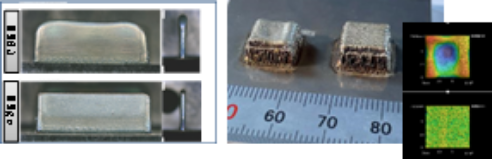
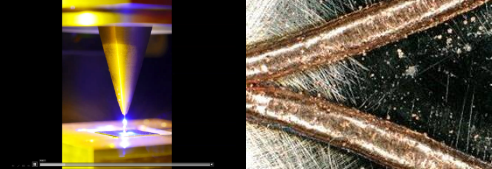
小型・精密部品へのレーザDEDを実現!
最小ビート幅300µm,厚み50µm
薄刃へのコーティングも可能

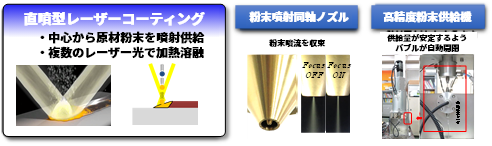
マルチビーム式直噴型レーザコーティングシステム
モデリング・加工パス生成機能
プロセスモニタリング・フィードバック機能
主な特長
マルチビーム式直噴型レーザコーティング
加工ヘッドの中心から噴射される金属粉末を、そこに向かって周囲から照射される複数のレーザ光で直接加熱・溶融・凝固することで被膜を形成する独自技術です。
- 原料粉末を直接加熱溶融
- 部品を大きく溶かすことなく皮膜形成が可能
- 入熱が少ないため部品の熱歪みが極小
- 小型・精密部品への加工を実現
オールインワンパッケージ
コーティングユニット、NCコントローラ(5軸)、CAMを搭載したモデルです。200V電源を供給するだけで即日可動。
プロセスモニタリング・フィードバック機能
溶融状態を監視し、レーザ出力を自動制御。高い安定性を実現します。
主な仕様
| 項目 | 数値 | 項目 | 数値 |
|---|---|---|---|
| 最大ワークサイズ | X:200mm Y:200mm Z:100mm | レーザ発振動作 | CW |
| 搭載軸数 | 5-axis stage(3linear axis, rotary axis, tilt axis) | レーザ定格出力 | 300W or 600W |
| 装置サイズ※1 | 1845mm(W)×1710mm(D)×2051mm(H) | 中心発振波長 | 975nm or 445nm |
| 重量 | 2000kg | 最小ビート幅 | 0.3~0.5mm |
| 消費電力※2 | 3000W (300W仕様時) | 最小クラッディング厚さ | 0.1mm |
| 供給電圧 | 200V three-phase | 対応原料 | Stellite№6、SKD11、SUS316、Nickel-based self-fluxing-alloy、WC-Co...etc |
| 動作温度範囲 | 15~27℃ |
アプリケーション事例
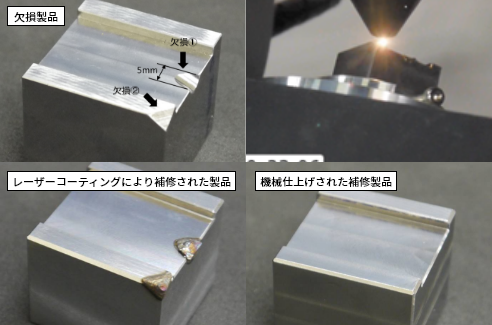
部品補修
破損部品(凹み、欠け等)の補修が可能精密金型の再生により
コスト低下
ベベルギアの積層造形
(刃先のみ硬質材で積層)
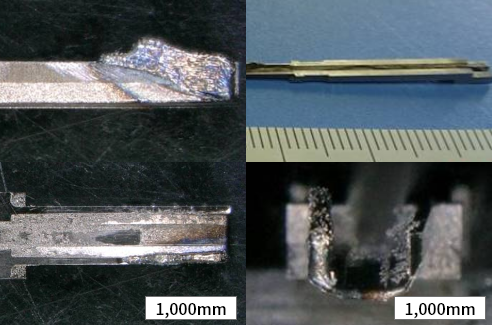
打抜き刃の積層造形
(刃先の切削量低減)
積層造形
造形により切削量の低減が可能
- コスト、環境負荷の低下
意図的に材質を変更することで部品のマルチマテリアル化を実現
部分的な硬質化、耐腐食性の向上など

ベベルギアの積層造形
(刃先のみ硬質材で積層)

打抜き刃の積層造形
(刃先の切削量低減)
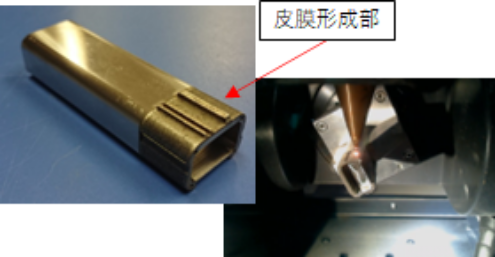
皮膜形成
部分的に機能面の付与が可能
- 耐摩耗性
- 耐腐食性
- 低摩擦化...etc
青色レーザによる純銅のコーティング
部分的に純銅皮膜の形成が可能
- 電導性付与
- 放熱性能向上
- 抗菌性付与...etc
純銅のビート形成
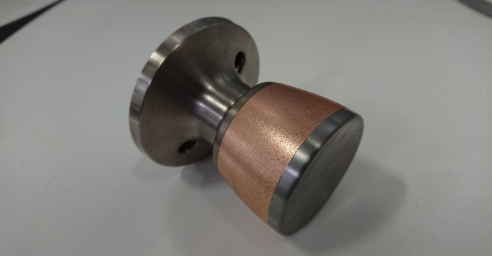
ドアノブへのコーティング